Фрезерные станки и их место в современной деревообработке
Современные станки для обрабтки древесины
В ряде современных производственных процессов не обойтись без деревянных заготовок, отвечающих заданным параметрам. Деревообрабатывающее оборудование, другими словами станок, призвано придавать древесине необходимые форму и размеры.
Виды и особенности работы деревообрабатывающего оборудования.
В зависимости от характера производимых работ, такие станки подразделяются на:
дереворежущие;
сборочные;
гнутарные;
отделочные;
для проклеивания.
В основе принципа работы дереворежущего станка лежит отрезание ненужных частей заготовки режущими кромками. Для того чтобы придать необходимые изгибы без нарушения связности древесных частиц, применяются станки, способные гнуть деревянную заготовку. С помощью сборочных станков осуществляется процесс сборки отдельных частей путем соединения и проклеивания. Отделочное оборудование позволяет шлифовать и обрабатывать лаком древесные заготовки с целью придания им вида готовой продукции. Клеющие станки оснащаются механизмами для впрыска или промазывания заготовок специальным клеем.
Наиболее востребованными на сегодня являются именно станки для резки древесины. Процесс отделения ненужных объемов заготовки может производиться с помощью распила, фрезерования, долбления, сверления, строгания и так далее. На большинстве оборудования присутствуют электроприводы, реже гидро- или пневмоприводы.
Выбор деревообрабатывающего станка.
При выборе соответствующего оборудования стоит уделить внимание не одним лишь характеристикам, но также энергоемкости, возможности проведения пусковых и наладочных работ, а также степени сложности ремонта и восстановления. Немаловажными факторами будут диаметр бревен и виды древесины, которые подлежат обработке на станке. Тот же круглопильный вид станка образует значительный объем отходов, что неэффективно при работе с дорогими сортами древесины. Дисковая пила, которая является основой подобного механизма, является наиболее надежным типом деревообрабатывающего оборудования. Она прекрасно справляется с промерзшими заготовками, вот почему очень распространена в северных странах. Кроме того, подобные станки гораздо менее энергозатратны по сравнению с другими видами.
Пилорама применяется в большинстве деревообрабатывающих производств, при этом она требует установки мощного и надежного фундамента. В этой связи пилорамы зачастую используются для первичной обработки заготовок. Они предназначены для продольного распиливания брусьев и очень неприхотливы в обслуживании. К отрицательным сторонам можно отнести значительные затраты энергии и большое количество древесных отходов, образующееся при работе с данным типом оборудования. В основе действия находится возвратно-поступательный принцип движения рамки.
Сравнительные характеристики ленточных и бревнопильных типов оборудования.
Достаточно популярной является также ленточная технология разрезания древесных заготовок. Она славится простотой обслуживания и удобна для глубокой обработки дерева, при которой получаются очень точные изделия.
К основным преимуществам ленточного пропила можно отнести следующие:
незначительное количество древесных отходов - опилок;
увеличение объема выхода готовой продукции;
простота регулирования режущей кромки и точность получения заготовок.
Для нормального функционирования ленты, она подлежит замене не позднее, чем через два часа производственного процесса. Ленточный способ производства позволяет получать на выходе обрезную доску прекрасного качества с минимальными вложениями труда и средств. Преимуществом ленточной технологии является незначительная ширина пропила, что позволяет прямо влиять на кубатуру получаемой после обработки древесины. Вместе с тем, дископильный метод обеспечивает гораздо большую скорость обработки материала в связи с сокращением времени подачи заготовки. К тому же, несмотря на высокую цену режущих механизмов, дисковая пила служит гораздо больше ленты.
Применение других видов деревообрабатывающих станков.
1. Фрезерные станки обеспечивают продольную, фасонную или же плоскостную обработку древесины. Они существуют в основном карусельного типа или так называемого копировального. Точность обработки фрезой выполняется с помощью продольных линеек и упоров.
Исходя из назначения фрезы могут быть таких типов:
торцевые;
отрезные;
угловые;
концевые;
шпоночные;
цилиндрические;
фасонные и многие другие.
2. Шипорезный станок предназначен для образования мест соединения, в частности шипов и пазов с целью последующего крепления деревянных заготовок. Такие механизмы могут быть одностороннего цикла действия или же двухстороннего. Разница состоит в том, сколько частей заготовки подлежит обработке для нарезания шипов за 1 этап. На различных видах шипорезных станков формирование шипа может происходить либо в неподвижной стадии, либо в динамической. Шипорезный принцип обработки древесины сегодня широко применяется в мебельной индустрии.
3. Особенностью работы фуговального станка является принцип строгания заготовки вдоль ее кромок. На станине закрепляется несколько ножей и механизм подачи, обычно являющийся съемным. Для такого станка характерна удлиненная рабочая передняя часть, которая является подвижной и задняя, которая находится на уровне воздействия ножей.
Существует значительное количество и других видов станков, применяемых в процессе деревообработки, например, таких, как лущильный, торцовочный, рейсмусовый и прочие. Выбор станка зависит от параметров, которыми должна обладать заготовка после обработки и ее дальнейшего предназначения.
3D фрезерные станки по дереву
Использование на практике 3d фрезерных станков по дереву
Одним из самых широко применяемых для обработки дерева инструментов является фрезерный станок. Современные фрезерные станки стали неотъемлемой частью процесса изготовления мебели, используются для изготовления художественных изделий, подарков и сувениров.
В традиционные способы работы на фрезерном станке все больше проникают цифровые технологии. Дав компьютеру возможность управлять работой фрезерного станка, конструкторы получили совсем новый тип фрезерного оборудования - 3d фрезерный станок по дереву с ЧПУ.
Основные свойства 3d фрезерных станков по дереву
Применение цифрового программного управления позволило создавать и программировать объемные объекты, раскладывая их проекции по трехкоординатным осям. Это дало возможность производить объемную обработку материала, получая готовое 3d-изделие. При этом значительно снизилось количество производимого брака по вине человека, на много увеличилось качество работы, увеличились темпы и производительность.
3д фрезерные станки по дереву вобрали в себя все качества не только фрезерного, но и токарного станка, полностью заменив их и создав, таким образом, полный технологически законченный процесс.
Применение 3d фрезерных станков по дереву
Изготовление рекламы
С использованием чпу фрезерные станки для обработки древесины получили новые направления в своем развитии. Так, 3d фрезерный станок по дереву активно используется при изготовлении наружной рекламы.
С помощью такого станка на большие площади поверхности просто и быстро наносятся рекламные надписи, рисунки и даже фотографии. К тому же, такой станок может обрабатывать не только деревянные поверхности, но и пластик, мягкие цветные металлы.
Гравировка
Способность 3d фрезерного станка создавать на различных поверхностях объемные надписи и изображения была использована при нанесении гравировки.
С этой целью были созданы специальные фрезерно-гравировальные 3d станки. От обычных станков они отличались малыми размера и применением специального гравировочного инструмента.
Изготовление высококачественной мебели
Все 3д фрезерные станки по дереву позволяют производить обработку дерева с прецизионным качеством. Такие свойства станка позволяют минимизировать процент брака при изготовлении мебели из дорогих пород древесины.
Таким образом, а также за счет компьютерного раскроя древесных листов, сокращается технологический расход древесины на единицу продукции.
Выбираем фрезерный станок по дереву
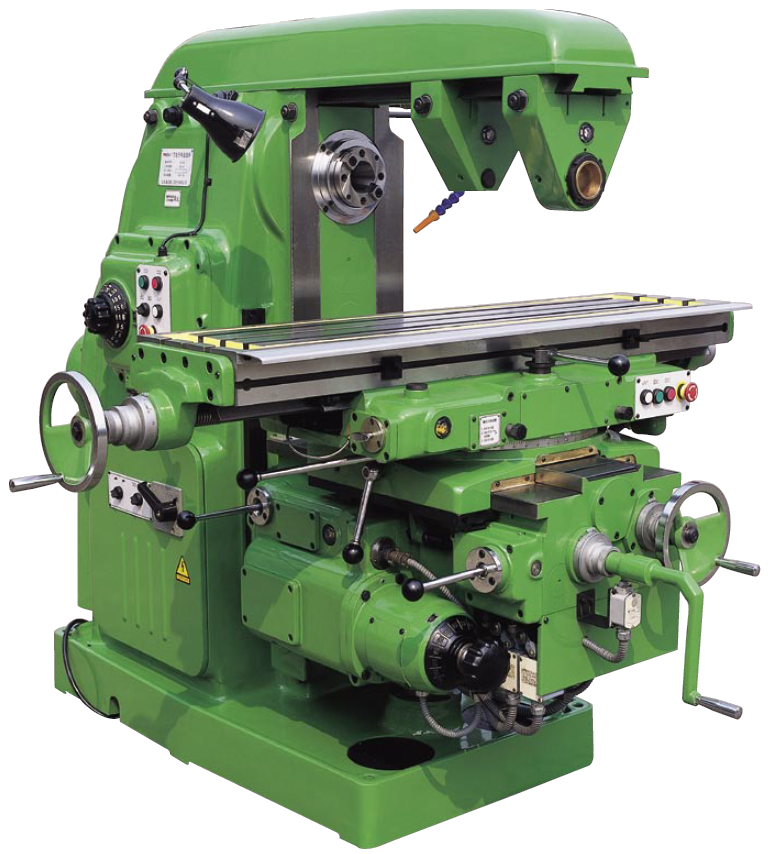
Фрезерный станок Zenitech UFM160 (A,B) Digi
Вертикальный фрезерный станок UFM160 (A,B) Digi предназначен для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами.
На вертикально-фрезерных станках UFM160 (A,B) Digi обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс.
Мощность приводов и высокая жесткость станков позволяют применять твердосплавный инструмент.
На вертикально-фрезерных станках UFM160 (A,B) Digi применяют следующие типы фрез: торцевые, концевые, шпоночные. Фрезы изготовляют цельными или сборными с напайными или вставными ножами.
Цельные фрезы изготовляют из инструментальных сталей, корпуса напайных фрез — из конструкционных сталей; на рабочие части зубьев фрез припаивают пластинки из быстрорежущих сталей и твердых сплавов.
У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы различными механическими способами.
Технические характеристики Zenitech UFM160 A Digi
Размеры рабочего стола, мм 1320x320
Кол-во/Ширина/Расстояние между Т пазами, мм 3-18-70
Макс. нагрузка на стол, кг 500
Продольное перемещение (ручное/авто), мм 700/680
Поперечное перемещение (ручное/авто), мм 255/240
Вертикальное перемещение (ручное/авто), мм 350/330
Скорость рабочей подачи, мм/мин X: 23.5-1180, Y: 15-786, Z: 8-394
Скорость быстрых перемещений, мм/мин X: 2300, Y: 1533, Z: 770
Диапазон скоростей шпинделя, об/мин, 30-1500
Количество скоростей шпинделя, 18
Ход шпинделя, мм 70
Макс. угол поворота шпинделя ±45°
Расстояние между торцом шпинделя и поверхностью стола, мм 60/410
Мощность мотора, кВт 7.5
Габаритные размеры, мм 2294x1770x1960
Масса станка, кг 2800
Технические характеристики
Характеристика Значение
Напряжение 400 В
Потребляемая мощность 1100 Вт
Скорость оборотов двигателя 5800, 8300 об/мин
Размеры подвижного стола 260х210 мм
Высота стола 845 мм
Габаритные размеры 655х575х1100 мм
Самодельные станки для обработки дерева
В истории России был период, когда что-то делать своими руками было модным занятием. В домах-музеях многих известных личностей можно обнаружить мебель и другие предметы домашнего обихода, сработанные хозяевами в свободное от литературной и государственной деятельности время. Как известно, большим любителем мастерить был Петр I, освоивший за свою жизнь множество ремесел (столярное, оружейное, паяльное, часовое, типографское). Славился российский царь своим умением вытачивать деревянные детали на токарном станке. Под руководством Петра Россия ускоренными темпами создавала военно-морской флот, а на кораблях тех времен было изобилие точеных деталей, поэтому, наверно, не смог Петр I не освоить и это ремесло. К сожалению, в наше время стандартная угловатая мебель заменила элегантные точеные изделия, оставив последним место в музеях и квартирах коллекционеров. Однако по-прежнему радуют глаз точеные элементы наличников, карнизов и лестниц деревянных и каменных домов, построенных нашими дедами и прадедами. А сам процесс изготовления точеных деталей вызывает неповторимую гамму чувств, когда наблюдаешь, как на фоне грубой заготовки начинают появляться контуры изящных тел вращения, форма которых зависит от малейших движений резца в руке мастера, причем выходящая из-под резца тонкая стружка распространяет тонкий аромат дерева (правда, пыли образуется тоже много). Вот для ощущения всех этих прелестей точения, а также для получения нужных деталей понадобится токарный станок для древесины. Конечно, в отличие от эпохи Петра I, приводить деталь в движение будет не нога мастера, а электродвигатель.
Все остальные элементы станка остались в основе своей без больших изменений. Итак, рассмотрим устройство простейшего станка для дерева . Главные его части - привод с ведущим центром, а также ведомый центр, укрепленный на задней бабке. Назначение ведущего центра - передать вращение от вала электродвигателя к обрабатываемой заготовке. Ведомый центр, прижимая заготовку к ведущему центру, удерживает ее в рабочем положении. Привод состоит из электродвигателя и механизма передачи вращения (ремень, фрикцион, редуктор), однако возможно изготовление станка и без дополнительных механизмов передачи вращения от двигателя к заготовке. Итак, задачи ведущего центра: передать вращение от привода к заготовке, центровка заготовки и фиксация ее в этом положении до конца обработки. У станков "лобовых", то есть с одним ведущим центром, последний обеспечивает и центровку, и крепление заготовки с помощью трех- или четырехкулачкового патрона или планшайбы (рис. 2). Назначение центра с задней бабкой - центровка заготовки и зажим ее в осевом направлении. Понятно, ведущий центр и центр задней бабки должны располагаться на одной осевой линии.
Жесткое крепление обоих центров обеспечивает рама (станина) станка (см. рис. 1). Она, кроме жесткой фиксации центров, позволяет перемещать заднюю бабку в осевом направлении. На раме устанавливают также упор (подручник) для резца. Необходимо, чтобы упор было легко перемещать как параллельно, так и перпендикулярно оси станка и надежно закреплять его в нужном месте. Высоту подручника делают такой, чтобы резец при резании располагался в горизонтальной плоскости, проходящей через ось между центрами, хотя возможно расположение резца и выше этой оси. В этом случае будет осуществляться тангенциальное точение (рис. 3). Учтите, что усилие для удержания резца во втором случае несколько больше, чем в первом. Сразу оговорюсь, что изложенное - результат опыта, накопленного мною в домашней мастерской, поэтому возможны отклонения от общепринятых положений теории и практики. На данное время мною изготовлены четыре модели станков (для разных целей), три из них оказались удачными, а один, увы, не оправдал надежд. По итогам этой деятельности сделаны некоторые выводы. Думаю, что они пригодятся тем, кто решится делать станок для точения древесины. Основным мотивом моего дальнейшего изложения будет тема: "Изготовление станка своими руками минимальным набором инструментов и при минимальном расходе материалов".Разрабатывая конструкцию станка, необходимо определиться с минимальными и максимальными размерами будущих изделий. Если это точеные детали для различных авто- или авиамоделей, то желательно иметь станок одних размеров, если элементы интерьера и мебели - то других. Размеры детали также являются определяющими для выбора мощности привода и конструкции станка. Форма деталей тоже имеет значение. Например, для точения деталей, диаметр которых, превышает длину заготовки (тарелки), лучше иметь станок только с ведущим центром, на шпинделе которого установлен патрон или планшайба (см. рис. 2).
Теперь рассмотрим более подробно конструкцию станка. Электродвигатель привода предназначен для вращения детали, причем двигатель должен обеспечить на валу усилие, достаточное для резания волокон дерева. В промышленных станках предусмотрены коробки скоростей, с помощью которых устанавливают разные частоты вращения заготовок. В самодельном простом станке регулировать частоту вращения шпинделя можно, используя в передаче шкивы разного диаметра. Однако это значительно усложняет конструкцию станка и увеличивает затраты материалов и средств. Кстати, наличие у станка нескольких скоростей вообще-то и не нужно, потому что, затратив немного больше времени на обработку детали, обычно удается получить качество обрабатываемой поверхности почти такое же, как и при точении на многоскоростном станке. Решив не усложнять себе жизнь шкивами и ремнями, я просто на валу двигателя установил ведущий центр, то есть вал двигателя стал опорным валом (шпинделем) станка. Об установке на вал электродвигателя ведущего центра или планшайбы, а также о некоторой доработке двигателя скажу ниже. Пока же поговорим о типах электродвигателей, которые подходят для токарного станка.
Об электродвигателях
Коллекторные двигатели переменного тока для станка не совсем желательны, так как без нагрузки на валу при номинальном напряжении питания они идут в "разнос" (неконтролируемый рост частоты вращения). Дело в том, что при слабом воздействии резца на заготовку или вообще при отсутствии подобного воздействия (при снятии тонкой стружки, например) заготовка набирает такие большие обороты, что ее центробежными силами может вырвать из центров станка, что, понятно, весьма опасно для работающего. Следовательно, коллекторные двигатели можно устанавливать на токарный станок только с редуктором или с электронным регулятором частоты вращения. Вариант токарного станка с редуктором - станок на базе бытовой электродрели. Двигатель с электронным регулятором числа оборотов годится, однако, "поведение" заготовки при точении не позволяет в этом случае получить качественные результаты обработки. Для небольшого токарного станочка моделиста (размер детали побольше спички и меньше стандартного карандаша) вполне подойдет коллекторный двигатель постоянного тока. Это может быть микроэлектродвигатель от магнитофона или от детских игрушек. Только здесь придется добавить к приводу еще блок питания, обеспечивающий необходимое для электродвигателя напряжение.
Для станка, работающего с заготовками диаметром около 100 мм и длиной 700...800 мм, лучше подобрать асинхронный двигатель переменного тока с мощностью от 250 до 1000 Вт. Силовые характеристики таких двигателей позволяют им обеспечивать устойчивую частоту вращения вала в определенном диапазоне нагрузок, причем не допускают увеличение частоты вращения выше паспортной при отсутствии нагрузки. Да и акустический шум у асинхронных двигателей поменьше, чем у коллекторных. Некоторые их недостатки (малый пусковой момент, уменьшение частоты вращения при большой нагрузке) для простого токарного станка не только не заметны, а в некоторой мере даже полезны. Как известно, у большинства асинхронных двигателей переменного тока частота вращения вала обычно составляют от 1800 до 3000 оборотов в минуту (конкретные цифры зависят от типа двигателя), но больше 3000 оборотов в минуту по конструктивным причинам быть не может. Мне кажется, что такие характеристики асинхронных двигателей позволяют использовать их для токарных станков без сложных передач, причем вал двигателей способен выполнять обязанности шпинделя станка. Правда, и над асинхронным двигателем, предназначенным для станка, придется немного поработать. Дело в том, что подшипники, установленные в электродвигателе, в основном рассчитаны на радиальные нагрузки, то есть воздействующие на вал двигателя под прямым углом
. В токарном же станке на вал действует и сила, направленная по оси вала (эта сила возникает при креплении обрабатываемой заготовки между ведущим и задним центрами). Под воздействием подобной силы износ подшипников идет быстрее. Существуют два варианта решения этой проблемы: иметь в запасе пару новых аналогичных подшипников или немного доработать двигатель, установив на нем дополнительную опору, которая компенсировала бы силу, действующую по оси вала. С этой целью на корпусе двигателя устанавливают для вала опорный подшипник (подпятник), который состоит из стального шарика, подходящего под диаметр технологического отверстия, обычно уже имеющегося в торце вала, стальной пластины и поджимного винта с контргайкой (рис. 4, б). Типы электродвигателей разные, поэтому размеры подпятника не привожу, а ограничусь только основной идеей. Повторяю, чаще всего в торце вала уже есть технологическое отверстие, так что остается только подобрать для него шарик. Глубина отверстия должна быть такова, чтобы шарик входил в него на 1/3 своего диаметра. В торце поджимного винта выполняют аналогичное отверстие. На корпусе двигателя закрепляют опору подшипника - пластину из стали толщиной 3...5 мм. В пластине предусмотрено отверстие с резьбой под поджимной винт. Центровку отверстий в пластине и торце вала выполняют как можно точнее. Винтом шарик прижимают с некоторым усилием к отверстию в вале, а при помощи контргайки фиксируют винт в нужном положении. Возможны другие варианты крепления поджимного винта, которые зависят от типа электродвигателя. Единственное условие - это жесткость конструкции упорного подшипника. Если не будет жесткости, не будет пользы и от этого подшипника.
О ведущем центре
Форма и способ изготовления ведущего центра - дело вкуса и возможностей мастера, поэтому ограничимся рассмотрением только трех его типов.
Центр из стальной тонкостенной трубки (рис. 5,а). Для него подбирают стальную трубку, которую с некоторым усилием надевают на вал электродвигателя. До этого на одном конце трубки при помощи пилы по металлу и напильника формируют "зубцы" в форме треугольника. Плюс у данного центра всего один - простота изготовления, а вот минусов несколько: невозможность быстрого демонтажа (хотя при установке трубки на валу с помощью резьбы этот вопрос снимается); невозможность установки заготовки, диаметр которой меньше внутреннего диаметра трубки; работа станка в этом случае возможна только с двумя центрами.
Центр - планшайба В радиально расположенные отверстия планшайбы вставляют заточенные на конус винты с резьбой М4 или М5 и контрят их гайками. Понятно, острия винтов выполняют обязанности зубцов центра из трубки. При работе с одним центральным винтом через остальные отверстия в планшайбе пропускают шурупы, которыми крепят заготовку к планшайбе. В центральное отверстие планшайбы часто устанавливают дополнительный центр из трубки для деталей малых диаметров. Главный недостаток планшайбы заключается в том, что при обработке деталей с меньшим чем у планшайбы диаметром необходима установка защитного кожуха над планшайбой.
Центр - простейший патрон (рис. 5, в). Конструкция центра понятна из рисунка. Основные недостатки: сложность изготовления патрона и необходимость обработки конца заготовки под внутренний диаметр патрона.
Желательно, чтобы все типы центров были сменными, обеспечивали достаточную жесткость крепления заготовки и не имели острых выступающих частей.
О раме станка
Вариант крепления электродвигателя на раме зависит от конструкции двигателя. А при установке электродвигателя на раму приходится принимать во внимание следующие обстоятельства: вал двигателя ориентируют параллельно боковым (длинным) граням рамы станка; высота положения вала над рамой (см. рис. 1), а также расстояние от упора для резца до заготовки определяют максимальный диаметр обрабатываемой детали; крепление двигателя на раме должно быть жестким, но в тоже время позволять небольшую корректировку положения двигателя; для обработки коротких деталей большого диаметра необходимо предусмотреть крепление упора для резца поперек рамы (см. рис. 2), организуя так называемое "лобовое" точение; для двигателя с открытым исполнением необходимо изготовить кожух из тонкой жести; на валу двигателя следует предусмотреть фиксатор (сквозное отверстие для стержня или проточку под ключ), который позволял бы удерживать вал при смене центров; выключатель электросети устанавливают в доступной, но безопасной зоне станка, чтобы рука при включении (выключении) станка не попадала в зону вращения центра и заготовки.
О заднем (ведомом) центре
Для крепления в станке длинной заготовки необходимо иметь кроме ведущего центра еще и зажимной неподвижный (реже вращающийся) центр, который располагают на задней бабке станка (см. рис. 1). Задняя бабка представляет собой жесткую конструкцию, которую можно перемещать по раме. Обычно неподвижный центр делают из болта, резьбовой конец которого заточен в виде конуса. Соответственно в задней бабке предусмотрена внутренняя резьба для болта. Таким образом, вращая болт - центр в задней бабке, удается зажимать заготовку между обоими центрами.
Конечно, центр - болт должен находиться на одной оси с ведущим центром. С учетом того, что заднюю бабку можно пододвигать к ведущему центру или отодвигать от него, 20...30-миллиметрового хода центра-болта достаточно, чтобы зажать между центрами заготовку той или иной длины. Диаметр и резьба винта - центра обусловлены размерами заготовки, но даже для заготовок диаметром 100 мм достаточно иметь винт диаметром 10...12 мм. Как уже говорилось, конец винта обрабатывают на конус, а затем шлифуют. Поджимая заготовку, конус винта желательно смазать любым машинным маслом.
Из основных частей токарного станка мы не рассказали только об упоре (подручнике) для резца. Сделаем это чуть позже. А пока попробуем изложенную выше теорию превратить в реальный станок.
Токарный станок на базе электродрели
Итак, рассмотрим конструкцию самого простого токарного станка на базе бытовой электродрели . В качестве рамы подберем ровную сухую доску толщиной 20...30 мм. На одном конце ее закрепим дрель. При этом вспомним, что расстояние от плоскости доски до центра патрона дрели определяет максимальный диаметр обрабатываемой заготовки. Параллельность оси патрона и плоскости доски контролируем при помощи сверла, зажатого в патрон, и обычного столярного угольника. Закрепив, например, хомутом, дрель на доске-раме, получим почти готовый привод. Ведущий центр изготовим следующим образом. Подберем винт или просто металлический стержень длиной 40 мм и диаметром 8 мм (размеры зависят от патрона дрели), а также стальную пластинку толщиной 2...3 мм. При помощи слесарных инструментов (ножовки, напильников) придадим пластинке форму, приведенную по рис. 7. Делаем в теле стержня продольный паз под пластинку и соединяем обе детали с помощью винтов или заклепок. Зажимаем в патроне дрели свободный конец стержня. Все. Ведущий центр готов. Далее на торце деревянной заготовки отмечаем центр, накалываем его шилом, а затем по отметке в торце заготовки делаем неглубокий запил шириной, соответствующей толщине пластины. В получившийся паз вставляем центр и зажимаем заготовку при помощи задней бабки (см. рис. 6). Конструкция задней бабки достаточно простая. Вырезаем деревянный брусок подходящих размеров, готовим два металлических уголка и, разместив на доске уголки и брусок, разметим на последнем отверстия под шурупы (отверстия в уголках сделать заранее), которыми и привинтим уголки к бруску.
Далее зажмем в патроне дрели, уже закрепленной на доске-основании, сверло, диаметр которого на 1 мм меньше диаметра будущего центра - болта. Двигая брусок с уголками по доске, просверлим в бруске сквозное отверстие. При этом, понятно, сверло должно быть строго перпендикулярно к плоскости бруска. На конце центра - болта при помощи напильника или электроточила формируем конус. Установив на центр-болт гайку с шайбой, завернем его в отверстие в бруске (если есть соответствующий метчик, то в отверстии можно им предварительно нарезать резьбу). Установим на центр-болт еще одну шайбу и гайку. Центр готов.Заднюю бабку крепят к доске шурупами через отверстия в уголках. При этом вначале придется выверять положение бабки относительно оси ведущего центра, но в дальнейшем установку можно производить по отверстиям, оставшимся от шурупов в доске (положение задней бабки определяется длиной заготовки). Упор под резец в нашем станке будет опираться на выступ задней бабки и на деревянную стойку, укрепленную на доске около ведущего центра (см. рис. 6). В качестве упора подойдет металлическая пластина или даже деревянная рейка. Крепят упор к опорам опять же шурупами.
Станок с электродвигателем
Хочу предложить читателям и более удобную конструкцию станка (рис. 1 и 8). Рама станка здесь изготовлена из двух реек (1000x50x30 мм). Замечу, что размеры в тексте все ориентировочные. Рейки должны иметь прямые углы, а их грани обрабатывают фуганком. Соединяют рейки между собой при помощи накладок из фанеры (толщиной 5 мм и более) или алюминия (см. рис. 8). Для верхней накладки со стороны двигателя лучше подойдет металлическая пластина. Останавливаться конкретно на способах монтажа двигателя на раме не буду, так как разные двигатели имеют разные корпуса.
Перед соединением реек в раму, в рейках сверлим ряд отверстий с шагом 50 мм. Диаметр каждого отверстия - 6,2...6,5 мм. Данные отверстия понадобятся для крепления на раме задней бабки. Шаг отверстий в 50 мм выбран из расчета, что длины обрабатываемых деталей будут отличаться на 50 мм. Например, если минимальная длина заготовки 50 мм, то следующая будет длиной 100 мм и так далее. Подобный вариант выбран, чтобы упростить конструкцию задней бабки. Плавное перемещение бабки по раме привело бы к усложнению станка.
На собранную раму ставим двигатель. По размерам вала двигателя делаем (подбираем, заказываем) тот или иной ведущий центр (типы центров приведены на рис. 5). После этого приступаем к изготовлению задней бабки. Принцип действия центра-болта здесь такой же, что и в варианте станка с электродрелью. Отличие же - в способе крепления бабки к раме. Заднюю бабку выполняем из бруска дерева (рис. 8, б). Из фанеры (толщиной 8...10 мм) выпиливаем боковые упоры и крепим их к бруску при помощи клея и шурупов. Полученную заготовку бабки устанавливаем на раму (между реек) и, прижав ее к валу двигателя или ведущему центру, отмечаем на бабке центр будущего отверстия под центр-болт. Для точной разметки в технологическое отверстие вала можно установить шарик, который при надвигании бабки на вал двигателя даст четкий отпечаток центра. Центр-болт в заднюю бабку устанавливаем так же, как в варианте станка с дрелью, или для надежности запрессовываем в брусок гайку или трубку с соответствующей винту резьбой. Для фиксации задней бабки на раме в корпус бабки ввинчиваем на клею металлические гайки (пластмассовые нежелательны) от уголковой мебельной стяжки (весь комплект стяжки состоит из уголка, двух винтов и двух гаек с дополнительной нужной резьбой). Разметку отверстий под гайки делаем, установив заднюю бабку на раму, осуществляя разметку через отверстия в рейках рамы. Далее по разметке с двух сторон бруска бабки сверлим по отверстию диаметром 10...11 мм и ввинчиваем в них гайки. Еще для крепления бабки понадобятся два винта М6, имеющие головку под ключ или в виде барашка. Длина винтов зависит от толщины реек рамы.
Самый сложный элемент этого станка - упор под резец (подручник). Если предполагается, что длина заготовки будет небольшая (около 300 мм), то возможен упор по типу станка с дрелью, но при больших размерах обрабатываемых заготовок придется изготовить другой упор, конструкция которого показана на рис. 9. Так как подобрать металлический профиль (швеллер), который без особого люфта надевался бы на рейку рамы не так просто, то профиль делаем из двух уголков. Замечу, что уголки лучше взять стальные, потому что в них придется нарезать резьбу. Для самого же упора подойдет и алюминиевый уголок. Деревянные детали подручника (короткие планки с прорезями) готовят из древесины плотных пород (береза, клен). Для крепления упора к раме используют те же отверстия, что и для установки задней бабки. В заключение хочу повторить, что при описании технологии изготовления станков изложены только основные моменты построения, более конкретные приспособления, например, копиры - это дело вкуса каждого мастера.
Немного о резцах и методике точения
Для обработки древесины обычно применяют проходные полукруглые резцы (рис. 10, а), и подрезные плоские (рис. 10, б). Размеры резцов зависят от размеров получаемых деталей. Кроме этих двух резцов при работе на токарном станке применяют и специальные резцы (отрезные, фигурные). Изготавливают резцы обычно из стамесок и напильников. В качестве подрезного резца подойдет заточенное полотно от ножовки.
Подготовка древесины для точения
Заготовки должны быть сухими, хотя древесину яблони и подобных лиственных пород лучше точить влажной, а затем сушить уже готовое изделие. При обработке редкослойной древесины возможны сколы, которые безнадежно портят деталь.
Рис. 11. "Копировальное устройство": 1 - заготовка; 2 - резец; 3 - ограничительный упор; 4 - шаблон-копир
Перед точением заготовкам необходимо придать форму, близкую к цилиндрической. Делают это при помощи топора или рубанка. Затем по торцам заготовки намечаются центры и устанавливают ее на станок. (Я, поджимая заготовку центром-болтом, подкладываю под последний небольшую шайбу или гайку, что предохраняет заготовку от раскалывания. - Примечание редактора). Для получения нескольких одинаковых деталей весь процесс необходимо подразделить на этапы, сделать комплект шаблонов из картона или жести и с их помощью осуществлять контроль за размерами и формой обрабатываемых заготовок на каждом этапе. В случае больших партий деталей работу ускорит применение простого копировального устройства .
Резец в этом случае дополняется упором в виде металлического короткого стержня. Причем, чем меньше диаметр стержня, тем точнее работает устройство. Понятно, что упор, упираясь в шаблон, установленный на подручнике, ограничивает движение резца, который следует за изгибами шаблона, передавая заготовке его форму. Шаблон изготавливают обычно из 3-миллиметровой фанеры.
Для получения накладных точеных деталей (например, при отделке наличников окон) можно распилить пополам вдоль готовую деталь по осевой плоскости, а можно и приготовить заготовку из двух половин. Для чего придется прочно скрепить половинки между собой шурупами и выточить из них круглую деталь. После завершения точения шурупы выкручивают и получают две одинаковые накладки. Все остальные хитрости и изюминки придут к токарю после первых опытов точения.
relap1
 модернизированы и сегодня играют большую роль в технологии деревообработки и производства мебели.
модернизированы и сегодня играют большую роль в технологии деревообработки и производства мебели..jpg){kind=link}
- 1 из 646
- ››