Станок фрезерный 6720В
6720В — Станок фрезерный инструментальный широкоуниверсальный
Станок 6720В
Технические характеристики:
Станки модели 6720в предназначены для обработки деталей в системе прямоугольных координат по заданной программе. Наличие горизонтального и вертикального шпинделей, а также большого количества принадлежностей, позволяет производить на станке фрезерование, сверление, растачивание, зенкование, нарезание резьб в различных плоскостях в широком диапазоне режимов резания.
Предельные размеры устанавливаемой заготовки на горизонтальном столе, мм (длина х ширина х высота) 700 х 200 х 300
Размеры рабочей поверхности основного вертикального стола, мм 280 х 600
Наибольшие размеры обрабатываемых с одной установки наружных поверхностей, мм (длина х ширина х высота) 300 х 230 х 300
Наибольшая масса устанавливаемой заготовки, кг 300
Наибольшее перемещение основного вертикального стола
Продольное 320
Вертикальное 320
Наибольшее поперечное перемещение шпиндельной бабки, мм 250
Угол поворота вертикальной головки, град. +/-90
Количество управляемых осей координат 3
Пределы частот вращения горизонтального и вертикального шпинделей, мин-1 40…2240
Пределы рабочих подач основного вертикального стола и шпиндельной бабки
М/с 0,00017…0,017
Мм/мин 10…1000
Пределы скоростей быстрых (установочных) перемещений основного вертикального стола и шпиндельной бабки,
М/с 0,02…0,03
Мм/мин 1200…1800
Наибольший крутящий момент в шпинделе, кНм 0,2
Мощность привода главного движения, кВт 2,2
Суммарная мощность установленных на станке электродвигателей, кВт 3,31
Габаритные размеры станка(длина х ширина х высота), мм 3700 х 1975 х 1580
Масса станка, кг 1470
Типы фрезерных станков
На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы, зубья, производить сверлильные и расточные работы. Фрезерные станки составляют значительную часть парка металлорежущих станков в СССР — около 10% (до 180 000 станков); к 1965 г. предусмотрено увеличение парка фрезерных станков до 12,7% .
Из всех фрезерных станков наибольшее распространение получили станки для обработки плоских и криволинейных поверхностей: консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и копировально-фрезерные. Из станков для других видов фрезерной обработки получили распространение зубофрезерные, резьбофрезерные, шлицефрезерные и шпоночно-фрезерные. В массовом производстве применяют главным образом многошпиндельные продольно-фрезерные станки и станки непрерывного действия — карусельно-фрезерные и барабанно-фрезерные.
Пополнение парка фрезерных станков осуществляется за счет современных моделей, выпускаемых отечественными станкостроительными заводами.
Консольно-фрезерные станки
Это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), перемещающегося по вертикальным направляющим станины станка и служащего опорой для горизонтальных перемещений стола.
Простейшим и наиболее распространенным типом оборудования, применяемого для фрезерных работ, является горизонтально-фрезерный станок.
На рис. 7 показан горизонтально-фрезерный станок производства Горьковского завода фрезерных станков. Горизонтально-фрезерные станки предназначены для работы цилиндрическими и дисковыми фрезами, но они могут работать и торцовыми фрезами.
Шпиндель горизонтально-фрезерного станка, на котором крепится инструмент, вращается вокруг горизонтальной оси. Он получает вращение через коробку скоростей от электродвигателя.
Стол горизонтально-фрезерного станка имеет три направления движения: (продольное, поперечное и вертикальное. Эти перемещения стола, или его подачи, могут осуществляться вручную при помощи рукояток или механически от привода станка.
У некоторых горизонтально-фрезерных станков возможен поворот стола относительно шпинделя. Станки с таким поворотным столом называются универсальными горизонтально-фрезерными, или, сокращенно, универсально-фрезерными станками. На рис. 8 показан станок такого типа. Стол станка может быть повернут по круговым направляющим на верхней части салазок на 45° в каждую сторону и после установки на заданный угол по шкале 1 закрепляется винтом. Кроме возможности поворота стола, универсально-фрезерный станок ничем не отличается от горизонтального.
Показанный на рис. 9 фрезерный станок отличается от рассмотренного горизонтально-фрезерного станка только устройством верхней части станины, все же остальные узлы станка одинаковы (сравните рис. 9 и 7). Шпиндель этого станка вращается вокруг вертикальной оси. Такого типа станки называют вертикально-фрезерными.
Для расширения возможностей использования новые модели вертикально-фрезерных станков изготовляют с поворотной шпиндельной головкой 3. Она может (быть установлена как в вертикальном положении, так и под углом к плоскости стола. Это особенно удобно при фрезеровании наклонных поверхностей. Необходимый поворот шпиндельной головки 3 относительно станины 1 устанавливается по шкале 2.
Вертикально-фрезерные станки предназначаются для работы торцовыми фрезами, фрезерными головками, концевыми и шпоночными фрезами.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное универсальное и вертикальное выполнение при одной и той же величине рабочей поверхности стола. Сочетание разных выполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР освоено производство консольно-фрезерных станков пяти размеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускается полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имеет в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
На рис. 10 графически показаны наибольшие перемещения стола, салазок и консоли.
На базе основных моделей консольно-фрезерных станков выпускают модификации, позволяющие расширить области применения станков данной гаммы. Так, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускают станки 6М12ПБ и 6М13ПБ, имеющие большие скорости вращения шпинделя (быстроходная модификация), что позволяет применять эти станки для обработки легких сплавов.
На базе универсально-фрезерных станков выпускаются их модификации, имеющие добавочную вертикальную головку. Широкоуниверсалыный фрезерный станок 6М82Ш (рис. 11) является модификацией горизонтально-фрезерного станка 6М82Г. Он имеет два шпинделя, из которых один горизонтальный, как у станка 6М82Г, второй расположен в поворотной головке и может быть установлен под углом ±90° в продольной плоскости стола и под углом ±45° в поперечной плоскости стола. На широко-универсальных станках могут выполняться самые разнообразные фрезерные операции, а также сверление, растачивание отверстий, подрезание торцов в разных плоскостях заготовки с одной ее установки.
Бесконсольно-фрезерные станки
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому для скоростной обработки больших и тяжелых деталей применяют фрезерные станки без консоли, так называемые бесконсольно-фрезерные станки; однако такие станки менее универсальные, чем консольные.
На рис. 12 показан бесконсольный вертикально-фрезерный станок производства Горьковского завода фрезерных станков. Стол 3 станка имеет продольное перемещение вдоль горизонтальных направляющих салазок 2, которые имеют поперечное перемещение по направляющим станины 1. Таким образом, стол бесконсольно-фрезерных станков имеет только горизонтальное перемещение в продольном и поперечном направлениях (крестовый стол). Вертикальное перемещение получает шпиндельная головка 4 по вертикальным направляющим стойки.
Продольно-фрезерные станки
Горизонтально-фрезерные станки изготовляют разных размеров, так как по мере увеличения размера обрабатываемых заготовок требуются фрезерные станки с большими размерами рабочего стола.
У станков большого размера производить подъем и опускание консоли стола становится неудобным, поэтому у этих станков подъемные консольные столы заменяют столами, имеющими только продольное перемещение. Такие станки называют продольно-фрезерными.
Продольно-фрезерные станки предназначаются для обработки поверхностей крупных заготовок.
На рис. 13 показан односторонний продольно-фрезерный станок с одним горизонтальным шпинделем, а на рис. 14 — двухсторонний продольно-фрезерный станок с двумя горизонтальными шпинделями. Станок с двумя шпинделями служит для одновременной обработки двух поверхностей.
Стол 1 продольно-фрезерных станков (рис. 13 и 14) имеет только продольное перемещение. Подвод фрезы по вертикали к обрабатываемой заготовке производится подъемом и опусканием шпиндельных головок 2 по стойкам 3.
В случае необходимости обработки одновременно больше двух поверхностей применяют многошпиндельные продольно-фрезерные станки, имеющие, кроме горизонтальных, также вертикальные шпиндели. На рис. 15 показан четырехшпиндельный продольно-фрезерный станок со столам 3,6X12 м, предназначенный для обработки с трех сторон четырех поверхностей крупногабаритных заготовок весом до 120 т, длиной до 12 м, шириной и высотой до 3,6 м.
Станок имеет четыре поворотные шпиндельные головки: две вертикальные 1 и 2, расположенные на траверсе (поперечине) 6, и две горизонтальные 3 и 4, расположенные на боковых стойках. Стол 5 станка имеет только продольное перемещение.
Вертикальную установку шпиндельных головок 1 и 2 производят перемещением траверсы 6 по стойкам станка, а поперечную (боковую) установку — перемещением самих головок вдоль траверсы 6.
Вертикальную установку шпиндельных головок 3 и 4 производят перемещением их по стойкам станка.
Управление станком осуществляется с центрального пульта 7. Необходимое число оборотов каждого шпинделя устанавливают с помощью рукояток, расположенных на каждой шпиндельной головке.
Для включения и выключения вращения шпинделей, рабочих подач и быстрых ходов стола, траверсы и шпиндельных головок, включения охлаждения непосредственно с рабочего места имеются две кнопочные станции и две подвесные панели 8, сдублированные друг с другом и расположенные у каждой шпиндельной головки.
Продольно-фрезерные станки изготовляются в СССР различных размеров, начиная с небольших станков (рис. 13 и 14) с размерами стола 450X1600 мм и до гигантских станков, подобно показанному на рис, 15. Шпиндельные головки могут иметь горизонтальное и вертикальное расположение, кроме того, могут быть поворотными, что облегчает обработку наклонных поверхностей заготовки. Такие станки изготовляются по заказу с числом шпинделей, соответствующим количеству обрабатываемых поверхностей. На московском заводе «Красный пролетарий» для одновременной обработки всех направляющих станины токарного станка применяют продольно-фрезерные станки, имеющие по 9 шпинделей, на которых может быть установлено до 17 различных фрез.
Фрезерные станки непрерывного действия
В крупносерийном производстве применяют консольные вертикально-фрезерные станки с круглым вращающимся столом (рис. 16). Применение таких станков позволяет снимать готовую деталь и закреплять новую заготовку в то время, когда фреза обрабатывает очередную заготовку. Это позволяет перекрывать ручное время на установку заготовки и снятие детали машинным временем станка и сокращать время на обработку.
Дальнейшее усовершенствование конструкций станков с вращающимся столом привело к созданию карусельно-фрезерного станка. Так называют бесконсольные вертикально-фрезерные станки с большим круглым вращающимся столом наподобие карусели. Такие станки имеют два или три шпинделя, из которых один служит для чистовой обработки, что тоже повышает производительность работы, так как совмещаются по времени две операции (черновая и чистовая обработка). В СССР карусельно-фрезерные станки выпускаются со столом диаметром 1000 мм (мод. 621 в двухшпиндельном исполнении) и 1500 мм (мод. 623 в двухшпиндельном исполнении и мод. 623В — в трехшпиндельном).
На рис. 17 показан двухшпиндельный карусельно-фрезерный станок мод. 621 производства Горьковского завода фрезерных станков.
Для одновременной непрерывной обработки заготовок с обоих торцов применяют барабанно-фрезерные станки. На барабанно-фрезерном станке (рис 18) заготовки закрепляют на круглом, вращающемся вокруг горизонтальной оси, столе-барабане таким образом, что их оба торца могут одновременно обрабатываться поочередно черновыми и чистовыми фрезами.
Обработка на барабанно-фрезерном станке заготовок, у которых обрабатываются оба торца, будет вдвое производительнее по сравнению с карусельно-фрезерным станком. Закрепление заготовок и съем деталей на барабанно-фрезерных станках также производится непрерывно в процессе обработки. В СССР изготовляют барабанно-фрезерные станки с барабаном диаметром 1000 мм (мод. 6021), 650 мм (мод. 6022) и 900 мм (мод. 6023).
Карусельно-фрезерные и барабанно-фрезерные станки широко применяются для обработки заготовок корпусных деталей автомобилей и тракторов на ЗИЛ, МЗМА, ГАЗ, МАЗ, ХТЗ, ЛТЗ, ВТЗ, Заволжском моторном и других заводах при крупносерийном и массовом производствах.
Специальные фрезерные станки
На фрезерных станках возможно достаточно точно обработать все виды поверхностей. Консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и станки непрерывного действия являются станками общего назначения и могут применяться для обработки заготовок самых разнообразных деталей.
В отличие от станков общего назначения для выполнения определенных фрезерных операций применяют фрезерные станки целевого назначения. К числу таких станков относятся зубо-фрезерные, резьбофрезерные, шпоночно-фрезерные и др.
В связи с развитием крупносерийного и массового производства в настоящее время широко внедряются в производство фрезерные станки, предназначенные для получения деталей определенной конфигурации. Такие станки сконструированы с учетом наибольшей производительности и часто имеют автоматизированное управление. В отличие от станков целевого назначения их называют специальными. К числу специальных относятся станки, применяемые в часовой промышленности; станки для фрезерования сверл, метчиков, разверток; станки, применяемые в автомобильной, тракторной и станкостроительной промышленности для фрезерования на автоматических и поточных линиях; копировально-фрезерные станки и т. п.
В связи с быстрым развитием техники изделия часто меняют конфигурацию, поэтому применение специальных фрезерных станков, не позволяющих в отличие от станков общего назначения производить переналадку их на обработку любых заготовок, не всегда является выгодным.
В последние годы широкое применение начинают находить так называемые агрегатные фрезерные станки, которые позволяют производить любую комбинацию составляющих их сменных унифицированных узлов (агрегатов) в соответствии с конфигурацией изготовляемой детали и расположением обрабатываемых поверхностей. Для перехода на обработку других заготовок достаточно сменить или перекомпоновать отдельные узлы агрегатного станка. На рис. 19 показан агрегатный фрезерный станок.
Выбор фрезерного станка с ЧПУ
Выбор фрезерного станка
В данной статье будет рассмотрен выбор фрезерного станка с ЧПУ, описаны большинство вариантов комплектации и дополнительного оборудования.
Критерии выбора фрезерного станка с ЧПУ следующие:
1. Рабочая площадь и высота портала
2. Способ управления
3. Охлаждение шпинделя
4. Комплектация
Рабочая площадь и высота портала
Рабочая площадь и высота портала выбираются в зависимости от габаритов заготовки и необходимости установки поворотного устройства (четвертой оси).
Поэтому рабочая площадь станка должна быть больше рабочей площади материала для того, чтобы можно было закрепить заготовку струбцинами. Если станок оборудован вакуумным столом, то необходимости в закреплении заготовки струбцинами нет, и размеры рабочего стола станка могут быть равны размерам заготовки.
Высота оси Z (высота портала) выбирается в зависимости от толщины заготовки и необходимости установки поворотной оси (четвертой оси). Высота оси Z измеряется от рабочего стола до цанги (устройство для закрепления фрез). То есть, если высота портала 120 мм, а фреза выступает из цанги на 60 мм, то максимальная толщина материала, которую можно будет обработать 60 мм.
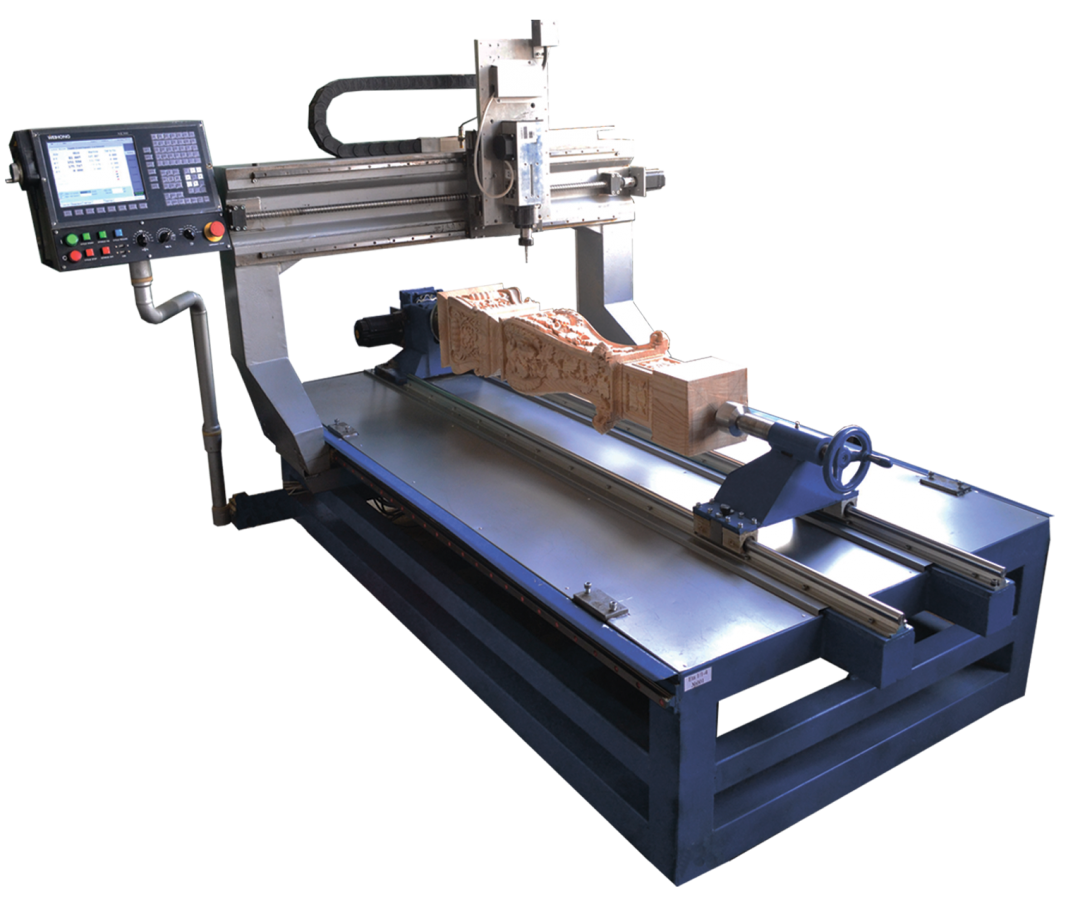
Если необходимо обрабатывать тела вращения (например, балясины), то на станок требуется установить поворотное устройство. Для этого, высота оси Z должна быть не менее 220 мм.
Способ управления
Наши станки Carver могут управляться тремя различными способами:
1. Персональным компьютером с помощью программы NC Studio и платы;
2. DSP контроллером;
3. Системой управления Syntec.
1. Персональным компьютером с помощью программы NC Studio
В этом случае станок подключается напрямую к компьютеру с помощью платы NCStudio, которая устанавливается в PCI слот материнской платы компьютера.
На компьютер устанавливается программа NC Studio, которая управляет станком. В нее загружаются управляющие программы, в ней задаются скорость подачи и частота вращения шпинделя. И в окне программы можно эмулировать процесс обработки детали.
Этот способ управления станком идеально подходит для индивидуального производства, так как создавать управляющие программы и управлять станком можно с одного компьютера (не нужно переносить управляющие программы с помощью флэшки как с DSP контроллером).
2. DSP контроллер
DSP контроллер – это небольшой пульт, который управляет станком. У него такие же возможности, как и у NC Studio, за исключением того, что нет возможности эмулировать процесс обработки детали (эмулировать процесс обработки можно в программах, в которых создаются управляющие программы: Type3, ArtCam и др.).
Управление DSP контроллером наиболее удобно для серийного производства множества стандартных деталей. Так как контроллер компактен, его легко переносить, а за стационарным компьютером будет сложно рассмотреть, где и на какой высоте находится фреза.
Управляющие программы загружаются в контроллер с помощью флэшки, что удобно для серийного производства. Потому что, загрузив один раз нужные управляющие программы, можно делать одинаковые изделия так долго, пока на них есть спрос.
3. Система управления Syntec
Система управления Syntec имеет значительно больше возможностей, чем предыдущие описанные системы. Она позволяет управлять автоматической сменой инструмента, корректирует длину инструмента программно, обеспечивает полноценную обратную связь с серво двигателями, эмулирует процесс обработки и многое другое.
Охлаждение шпинделя
Охлаждение шпинделя может быть воздушным, либо водяным. Водяное охлаждение используется в недорогих шпинделях китайского производства, их преимуществом является более низкий шум при работе.
Преимущество шпинделя с воздушным охлаждением в том, что не нужно иметь емкость с охлаждающей жидкостью. А не достаток – в более высокой цене, чем шпиндели с водяным охлаждением. Поэтому шпинделями с воздушным охлаждением оснащаются станки для крупносерийного производства.
Комплектация фрезерных станков
Фрезерные станки с ЧПУ, предлагаемые нашей компанией, могут иметь разную комплектацию, для того что бы можно было выбрать станок под любое производство.
Комплектация фрезерных станков отличается по следующим характеристикам:
1. Мощности шпинделя;
2. Ход по оси Z;
3. Система удаления стружки;
4. Система охлаждения фрезы;
5. Поворотное устройство;
6. Вакуумный стол;
7. Серводвигатели подач;
8. Автоматическая смена инструмента.
1. Мощности шпинделя
Шпиндель с водяным охлаждением мощностью 1.5 кВт можно заменить шпинделем мощностью 2.2 кВт. А шпиндель с воздушным охлаждением 3.0 кВт, можно заменить шпинделями мощностью 4.5 кВт или 6 кВт, до 9 кВт.
2. Ход по оси Z
На станках Carver серии SM есть возможность увеличить ход по оси Z со стандартных 120 мм, до 150 мм или 220 мм. Это позволит обрабатывать более толстые детали, а высота 220 мм требуется для установки поворотной оси.
3. Система удаления стружки
Система удаления стружки вытягивает стружку из зоны резанья. Это позволяет очистить воздух рабочего помещения пыли и стружки.
4. Система охлаждения фрезы
Система охлаждения фрезы применяется при обработке акрила (оргстекло), мягких металлов и камня. Данные материалы можно обрабатывать и без системы охлаждения фрезы, но в этом случаи срок службы фрезы будет меньше.
Нельзя на один станок установить и систему охлаждения фрезы, и вакуумный стол.
5. Поворотное устройство
Поворотное устройство позволяет обрабатывать цилиндрические детали (например, балясины). Для установки требуется высота оси Z от 200 мм.
6. Вакуумный стол
Вакуумный стол закрепляет заготовки одним нажатием кнопки, в то время как в станках без вакуумного станка требуются закреплять заготовки струбцинами. То есть вакуумный стол сокращает время производства одного изделия.
Нельзя на один станок установить и вакуумный стол, и систему охлаждения фрезы.
7. Серво двигатели подач
На фрезерные станки для крупносерийного производства можно установить серво двигатели подач, вместо шаговых. Преимущества серво двигателей перед шаговыми двигателями в первую очередь это отсутствие потерь шагов.
Скорость перемещения шаговых двигателей 150-300 мм/сек, а серво 0,5-1,0 м/сек, то есть у серво двигателей более высокие динамические характеристики.
8. Автоматическая смена инструмента
Автоматическая смета инструмента позволит сократить трудоемкость и время производства одной детали. Рекомендуется выбирать станок с автоматической сменой инструмента тогда, когда для производства одного изделия требуются более трех фрез.
В статье были описаны основные критерии выбора фрезерного станка, теперь можно как самостоятельно, так и при помощи наших менеджеров выбрать станок, который наилучшим образом справится с задачами Вашего производства.
http://www.all-ready.ru/stati/frezernoe-oborudovanie/vybor-frezernogo-st...
http://tehinfor.ru/s_4/par3.html
http://mashinform.ru/frezernye-stanki/67/6720v.shtml
{kind=link}
- 1 из 646
- ››